
The true dimensional effect of the thickness of a coating layer (plating or painting) on a fastener is much larger than most people think.
Take a M6-6g bolt (1mm pitch) and a M6-6H nut (1mm pitch) fitting situation for example.
If a bolt and nut fit nicely before being coated/plated, will they still fit well if a 5-micron zinc layer is put on both of them?
Seetable below to check ISO 965-1 on tolerance and deviation of 6g/6H first.
| Grade 6 Tolerance | Fundamental Deviation | |
| Minor diameter of internal thread | 236 micron | H:+0 micron |
| Major diameter of external thread | 180 micron | g:-26 micron |
According to the table, when the bolt and nut are made at maximum material condition, the gap between the threads will be 26 microns.
It sounds much larger than a 5-micron-thick zinc layer; however, the layers might cause a poor fit after plating.
There are two factors to make a supposition.
Firstly, consider a threadless/unthreaded cylindrical rod and a threadless/unthreaded round hole mating situation.
When a rod is "wrapped" by a 5 micron layer, the diameter actually increases by 10 microns. The same principle applies to hole features and plating shrinks the hole size by 10 microns.
In other words, a 5-micron layer on them will take out 20 microns of gap between the rod and hole.
Secondly, there is an additional factor for plating thread features.
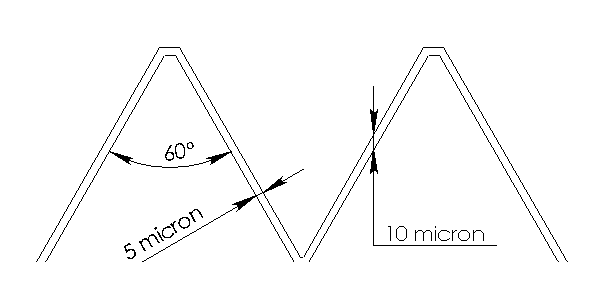
A 5 micron plating layer on 60 degree thread actually leads to a 10 micron effect in radial direction (Or sometimes we say pitch diameter).
This is because of trigonometric effect (see below image for reference) on the thread feature: 5/cos60 = 10.
With superposition of the two factors above, 5-micron layers will take out 40 micron clearance between inner thread and outer thread.
Going back to the initial question of thread fit, a brief answer that Sun Through can provide here is:
it depends on the tolerance left by the maker when fitting, but they will interfere if the fasteners are made in maximum material condition.